Calibrating wall ooze on a 3d printer
This is part one of a set of calibration test prints to fine-tune your 3d printer to print accurate 3d components to a level where the components will fit each other without post-processing.
Most 3d printers overshoot their wall widths while printing, making components just slightly too big to really fit each other.
To fix this, many parts have some sort of tolerance gap that you can set.
However, printing lots of non-fitting parts just to get the right tolerance does not make sense. This print will help you get the right value first time.
Print settings:
The openscad files are on Thingiverse
This should be printed using the exact settings you plan on using for your engineering print. However, keep the following in mind:
-
The bottom layer of the slotted part is 0.8mm thick, so pick a top/bottom layer that adds up to more than that.
-
The slotted part has undercuts designed for 0.2 layer height and 0.4 nozzle.
Post-printing
Using and measuring the calibrator:
Slide in
Clean up the print and place the slotted part on a flat surface. No need for perfect cleanup.
Each wedge is sized to fit into the slot next to it.
Turn the wedge upside-down and slide it into the corresponding slot from right to left. You want to use enough force to make it wedge, but the bottom of the slotted part should not bend open to accomodate the wedge. Sliding it in with just your finger on top of the wedge provides a nice amount of force.
Each slot and wedge is slightly bigger than the previous one, so it should be obvious which one fits which. However, if you average all the values, you should get a right answer regardless.
Measure
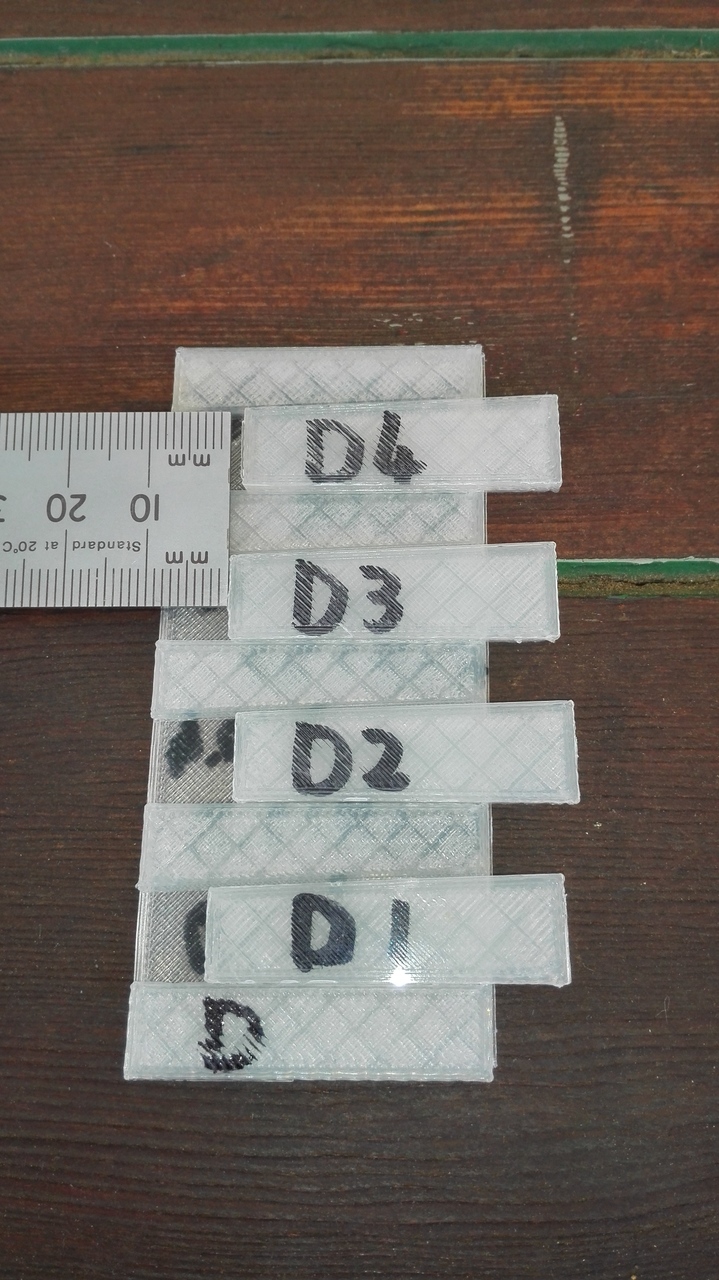
Measure how far from the end it refuses to slide further. That measurement divided by 100 is the wall ooze factor.
In the image, the measurement is 8mm, so the wall ooze is 0.08 mm.
Repeat for the other slots to get a good average and get a feel for how much it varies. The values should be reasonably close to each other.
Record
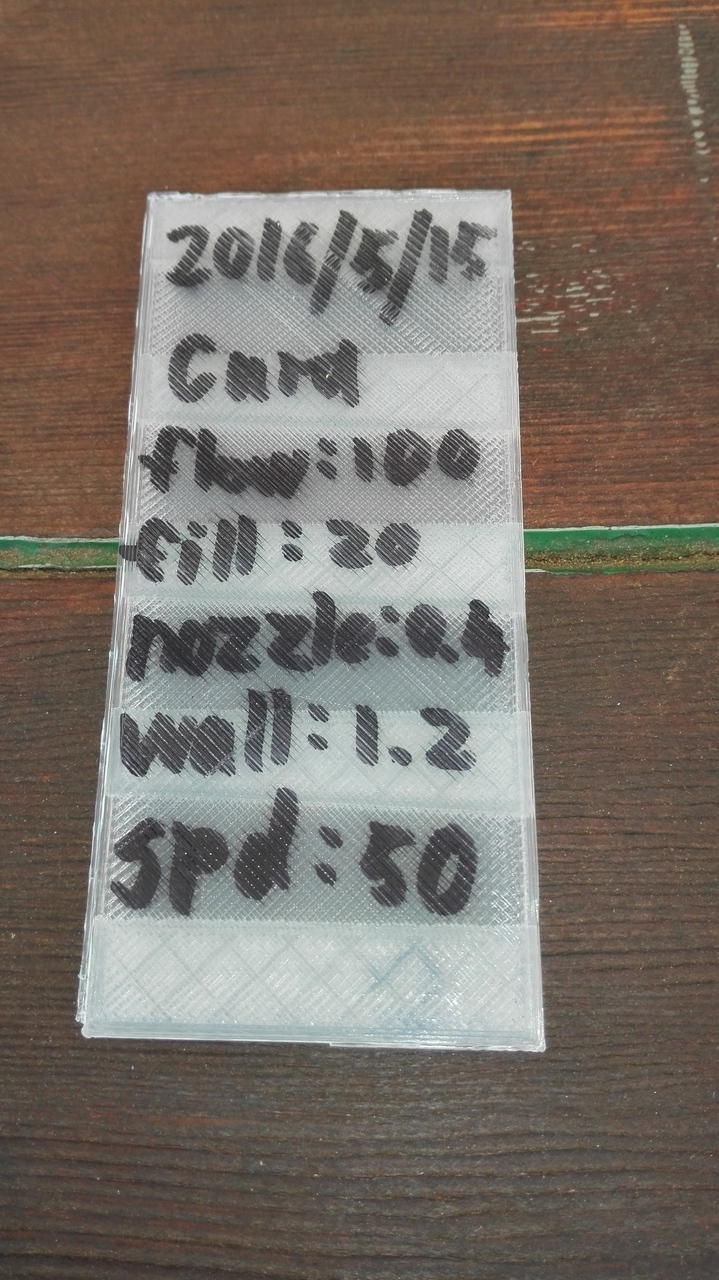
Write the slicer settings you used on the back of the part, and mark the wedges so that you can match them to the slotted part later for reference. Once you print 3 of these, you truly will have no clue which is which.
When designing parts that should mate with each other (depending on the geometry), you probably need to allow for double the wall ooze factor, since you have 2 walls that should be smaller than you though. For a part that should mate with a non-printed wall, you probably only need to allow for one wall ooze factor.
Notes
After 2 failed prints of Emmets gear bearing, I decided to actually measure the wall ooze factor so that I can print with confidence. Trying to do this with most tools is futile, since the measurement should be taken over the whole surface to account for all kinds of inaccuracies, and the measurement is so small that it is easy to make a mistake.
I designed this wedge system that amplifies the error by a factor of 100, by creating a wedge with a slope of 1 in 25 (Each wedge and slot combo has 4 walls touching in total). This allows you to measure a very small error using a simple ruler.
The slotted part has undercuts to minimize extra ooze at the bottom layer of the slot, and the wedges are designed to be upside-down to also minimize the effect of first-layer oozing.